

O corte de uma placa de granito, desde o bloco bruto até ao produto acabado, consome uma enorme quantidade de energia, sendo que mais de 90% dessa energia é transferida sob a forma de calor para os segmentos diamantados, acelerando o seu desgaste e falha. Este é o paradoxo "consumo de energia vs. vida útil" que a indústria global de processamento de pedra enfrenta há muito tempo. Agora, uma equipa de investigação da Universidade de Lisboa, em Portugal, apresentou uma solução disruptiva: utilizar a sinterização híbrida por micro-ondas em substituição da sinterização por prensagem a quente convencional para fabricar segmentos diamantados, reduzindo o desgaste dos segmentos em cerca de 20%, ao mesmo tempo que encurta drasticamente o tempo de sinterização e diminui o consumo de energia.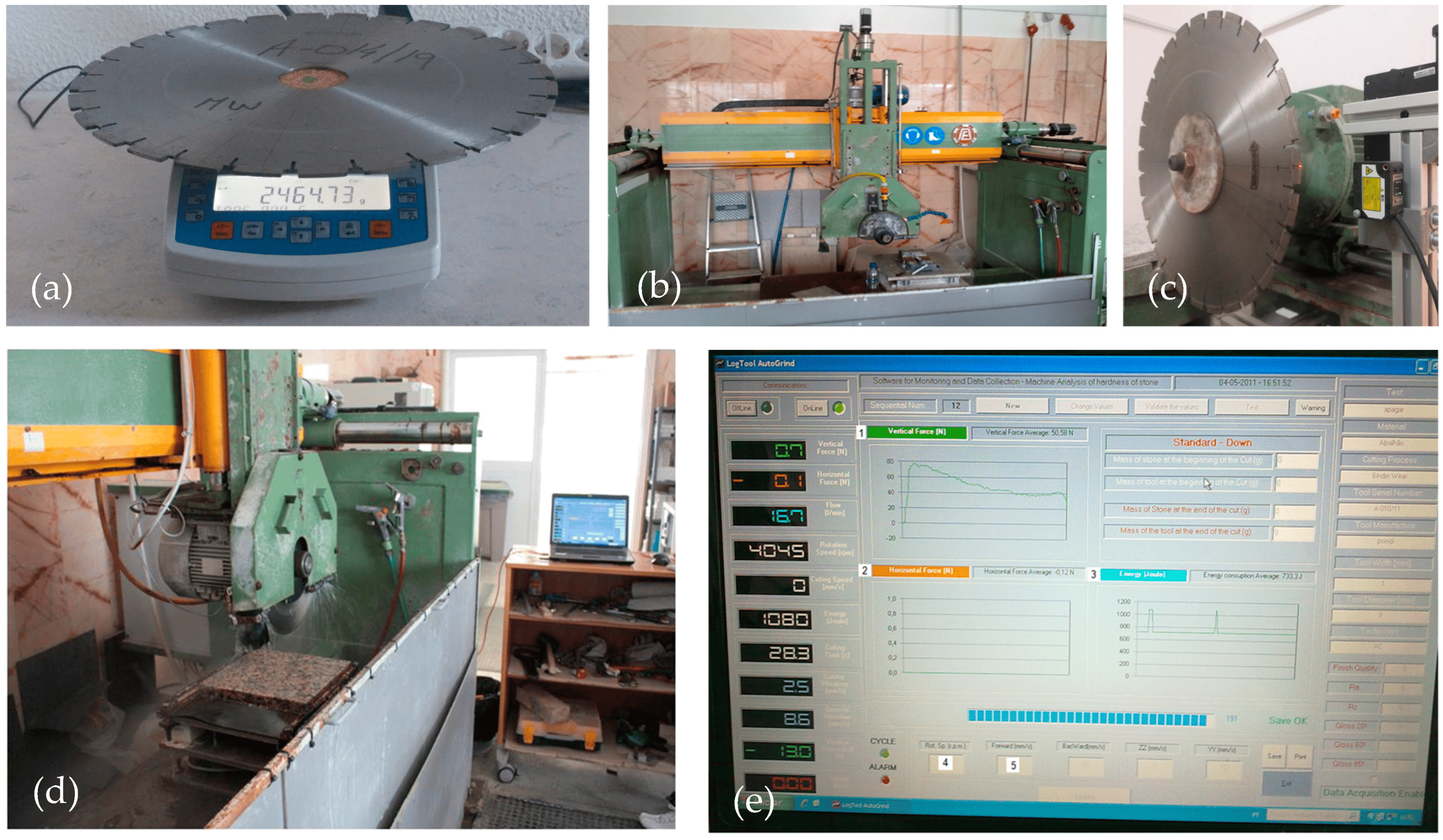
O Dilema Centenário do Corte de Pedra: Alto Consumo de Energia e Desgaste da Ferramenta
O mercado europeu de processamento de pedra atingiu 24 mil milhões de euros em 2026, com uma taxa de crescimento anual de receitas de cerca de 7,4%. Paralelamente, a procura global por ferramentas diamantadas continua a crescer, e a necessidade de maquinação eficiente de materiais duros nas indústrias da construção e processamento de pedra é cada vez mais premente. O granito, como material tipicamente duro e frágil, tem um processo de corte acompanhado por fricção intensa e choque térmico. Estudos anteriores mostraram que mais de 90% da energia de corte é transferida como calor para os segmentos diamantados, causando uma série de problemas como a grafitização do diamante e o amolecimento da matriz metálica, levando a um desgaste acelerado e à redução da vida útil do segmento.
O fabrico tradicional de segmentos diamantados utiliza o processo de sinterização por prensagem a quente (HP). Embora madura, esta tecnologia opera a temperaturas de sinterização superiores a 900°C e com tempos de manutenção que variam de dezenas de minutos a horas. Isto não só implica um enorme consumo de energia, como o processo a alta temperatura causa facilmente danos térmicos no diamante, comprometendo a vida útil da ferramenta. Como reduzir a temperatura e o tempo de sinterização, garantindo a resistência mecânica e mantendo ou até melhorando a resistência ao desgaste dos segmentos, tornou-se um desafio crucial para a modernização da indústria.
As Vantagens "Triplo Baixo" da Sinterização Híbrida por Micro-ondas
A 2 de maio de 2026, a equipa de investigação do Instituto Superior Técnico da Universidade de Lisboa publicou resultados inovadores na revista internacional Journal of Manufacturing and Materials Processing, comparando sistematicamente o desempenho de segmentos diamantados impregnados, fabricados por sinterização híbrida por micro-ondas (MWHS) e por prensagem a quente (HP), no corte de granito Rosa Porriño.
1. Processo Disruptivo: Inovação de Paradigma do Campo Térmico para o Campo Eletromagnético
A sinterização por micro-ondas utiliza um campo eletromagnético para aquecer volumetricamente o pó metálico, com a energia a atuar diretamente no interior do material, em vez de ser transferida por condução térmica do exterior para o interior. Em estudos anteriores, a equipa já havia demonstrado que, comparada com a sinterização livre convencional, a sinterização híbrida por micro-ondas pode reduzir a temperatura ótima de sinterização em 90–170°C (820°C vs 915–990°C), encurtar o tempo de manutenção para alguns minutos, alcançar ~95% de densificação e uma redução de cerca de 15% no módulo de Young, o que proporciona um certo efeito de amortecimento nas vibrações de corte. Este ensaio de corte de granito é precisamente a validação de engenharia deste percurso de processo.
2. Resultados Macroscópicos: Redução do Desgaste até 20%
A equipa de investigação realizou ensaios comparativos sob condições padronizadas: o material cortado foi granito Rosa Porriño, com refrigeração a água da torneira a um caudal de 22 L/min, variando a velocidade periférica (20–40 m/s), a velocidade de avanço (22–38 mm/s) e a profundidade de corte (9–18 mm). A perda de massa por unidade de área cortada foi utilizada como indicador de avaliação do desgaste do segmento.
Os dados experimentais mostraram que o desgaste dos segmentos MWHS foi significativamente inferior ao dos segmentos HP, com uma redução de até ~20%. Este resultado é atribuído à formação de uma interface de ligação diamante-matriz metálica mais forte na sinterização híbrida por micro-ondas, o que dificulta o arrancamento das partículas de diamante durante o corte, aumentando assim a resistência geral ao desgaste do segmento.
3. Mecanismo Microscópico: O Diamante "Permanece no Lugar"
Observações em microscópio eletrónico de varrimento e análises de desgaste revelaram ainda mais as diferenças nos mecanismos de desgaste entre os dois tipos de segmentos. O efeito de aquecimento volumétrico gerado pela sinterização por micro-ondas nos segmentos MWHS cria uma interface de ligação metalúrgica mais forte entre a matriz metálica e as partículas de diamante. Estas são firmemente retidas pela matriz durante o corte, evitando o seu arrancamento prematuro devido ao desgaste excessivo da matriz. Em contraste, os segmentos HP dependem de um mecanismo de libertação controlada do abrasivo para autoafiação e renovação, resultando numa taxa de desgaste mais elevada, mas numa força de corte inferior sob alta intensidade de corte.
4. Direções de Otimização Orientadas para a Aplicação
O estudo também descobriu que, sob condições de alta intensidade de corte, os segmentos MWHS geram forças de corte mais elevadas. Este fenómeno deve-se à ligação diamante-matriz mais forte, que impede o desprendimento normal dos diamantes embotados, e ao facto de o abrasivo de diamante de baixa fragilidade selecionado para o ensaio não se fraturar facilmente, levando a uma tendência de embotamento progressivo do segmento. Para tal, a equipa de investigação propôs um caminho claro de otimização: aumentar o grau de fragilidade do abrasivo de diamante para que este sofra microfraturas controladas sob condições adequadas, gerando novas arestas de corte; e, simultaneamente, reduzir adequadamente a força de ligação através do ajuste da composição da matriz metálica, mantendo uma capacidade estável de autoafiação e renovação, sem perder a vantagem na resistência ao desgaste.
Benefícios em Cadeia: Da Extração Mineira ao Fabrico Verde
1. Aumento Significativo da Vida Útil de Ferramentas de Corte de Rocha Dura
As ferramentas de corte representam uma parte extremamente elevada dos custos de processamento de rochas duras como o granito. Reduzir o desgaste dos segmentos diamantados em 20% sob as mesmas condições de trabalho significa diretamente uma menor frequência de substituição de ferramentas, menos tempo de paragem de máquina e um maior rendimento de produto acabado por equipamento para empresas de extração mineira e processamento de pedra. Para pedreiras de granito de grande escala e fábricas de processamento de placas, esta melhoria trará retornos económicos consideráveis.
2. Redução Dupla do Consumo de Energia e Emissões de Carbono
As vantagens da sinterização por micro-ondas não se limitam à ferramenta em si. Comparada com o processo HP tradicional, a sinterização por micro-ondas reduz a temperatura de sinterização em quase 100°C e comprime o tempo de manutenção de dezenas de minutos para meros minutos, podendo a redução do consumo de energia por lote de sinterização atingir várias dezenas de pontos percentuais. Quando este processo for difundido por múltiplas linhas de produção de segmentos, a poupança anual de eletricidade e a correspondente redução de emissões de carbono atingirão níveis significativos, alinhando-se com a macrotendência global de transformação verde e de baixo carbono na indústria mineira.
3. Benefício Direto para Obras Rodoviárias, Pontes, Túneis e Construção Civil
Os discos diamantados são amplamente utilizados em áreas de engenharia como construção de estradas e pontes, escavação de túneis e acabamentos de construção. A característica de longa vida útil dos segmentos sinterizados por micro-ondas reduzirá a frequência de troca de discos em operações de corte no local. Em cenários com exigências extremamente elevadas de continuidade operacional, como a ampliação de autoestradas ou a escavação de túneis de metropolitano, a redução do número de trocas de ferramenta traduz-se na garantia do progresso geral da obra. Simultaneamente, uma força de corte mais estável e um menor consumo energético criam sinergias com a tendência de eletrificação dos equipamentos de engenharia.
4. Um Novo Caminho para a Modernização do Fabrico Global de Ferramentas Diamantadas
A indústria europeia de processamento de pedra e ferramentas diamantadas é de enorme escala, com pressões de custo e concorrência a impulsionar continuamente a inovação tecnológica. A sinterização híbrida por micro-ondas, como uma rota tecnológica que combina alta relação custo-benefício, eficiência energética, respeito ambiental e escalabilidade, já demonstrou um enorme potencial para substituir, total ou parcialmente, o processo HP tradicional. Desde a validação de corte no laboratório português até à produção industrial em massa, esta tecnologia tem o potencial de remodelar o mapa global do fabrico de segmentos diamantados.
Uma Revolução Silenciosa de "Sinterização Verde"
O fabrico de ferramentas diamantadas e a indústria de processamento de pedra estão há muito associados a altas temperaturas e elevado consumo energético. A transição da sinterização por prensagem a quente para a sinterização híbrida por micro-ondas não é apenas uma mudança de temperatura e tempo, mas uma inovação fundamental na forma de input de energia e no controlo da interface microscópica. Isto não é apenas o progresso numérico de uma "redução de 20% no desgaste" — é um sinal claro para toda a indústria: o verde e a eficiência podem coexistir, a poupança energética e o alto desempenho podem caminhar juntos.
Quando o campo de micro-ondas substitui a fonte de calor tradicional, quando o aquecimento volumétrico substitui a condução térmica, a transformação de um segmento de corte reflete a viragem histórica de toda uma indústria, do "alto carbono" para o "baixo carbono".