De acordo com pt.wedoany.com-A EOS acredita que o setor de órteses e próteses (O&P) há muito tempo considera a manufatura aditiva apenas como uma ferramenta de prototipagem, e que o principal obstáculo para a produção clínica reside mais no aspecto operacional do que no técnico. Às vésperas da conferência AMA: Healthcare 2026, que ocorrerá em 4 de junho, a empresa sediada em Munique, especialista em tecnologia de leito de pó a laser, expõe sua visão sobre os rumos da impressão 3D na área da saúde.
A EOS vem se posicionando no mercado de órteses e próteses há anos, com aplicações que abrangem palmilhas ortopédicas, órteses tornozelo-pé, coletes dorsais, joelheiras, pés protéticos e capacetes pediátricos. O cerne de sua estratégia de produção é um portfólio de hardware baseado em produtividade. Tomando como exemplo as palmilhas ortopédicas, o modelo de entrada FORMIGA P 110 produz cerca de 60 peças em um ciclo de 20 horas, o intermediário EOS P3 NEXT gera 282 peças em 27 horas, e o de grande porte EOS P 770 produz 777 peças em 53 horas de operação não tripulada. A EOS destaca que seus custos operacionais não crescem linearmente com o número de sistemas, uma vantagem diferencial em relação às tecnologias concorrentes de leito de pó. Recentemente, o foco comercial se voltou para o EOS P3 NEXT, priorizando tempos de ciclo mais rápidos e melhor economia de processo em detrimento de projetos orientados por funcionalidades. Dave Krzeminski, gerente de desenvolvimento de negócios de polímeros da EOS, afirma que o segredo é acelerar o processo e atentar para a rentabilidade do cliente.
O portfólio de materiais da EOS é dominado pelo Nylon 12 e Nylon 11, além de oferecer variantes biocompatíveis e o elastômero TPU 1301. Novas combinações de materiais estão expandindo o escopo de aplicações clínicas, incluindo o Nylon 12 950 HD, compatível com polimento a vapor para obter acabamento superficial semelhante ao da injeção, a série Arkema Pebax, que oferece diferentes proporções de rigidez e flexibilidade, espuma TPU expansível e TPE 410 de base biológica. Entre eles, o material policetônico PK 5000 combina alta resistência à tração com alto alongamento na ruptura, recuperando sua forma sob grandes deformações. Krzeminski aponta que os encaixes de próteses são uma área adequada para essa combinação de propriedades.
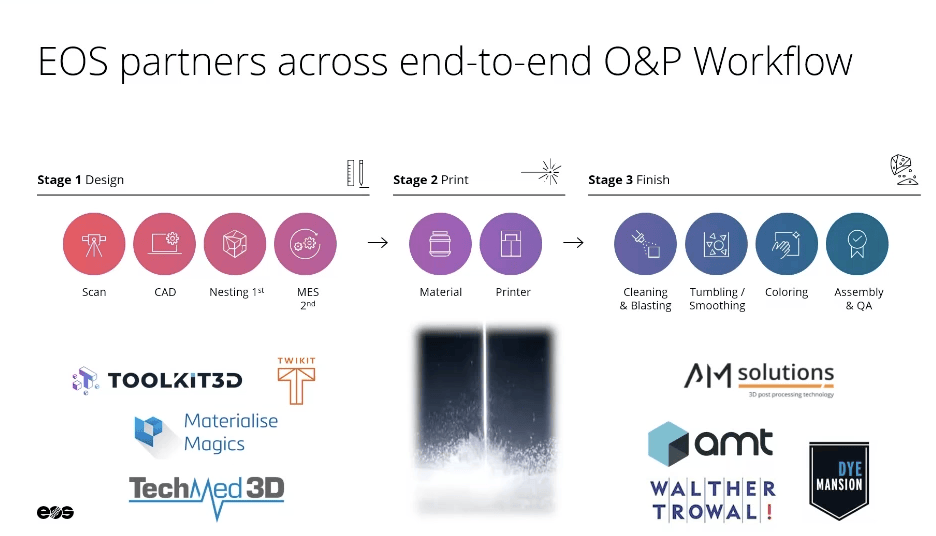
O manuseio do pó é um desafio operacional persistente na expansão do processo SLS. A limpeza do pó pode se tornar um gargalo. A EOS realiza o acabamento downstream por meio de um ecossistema de parceiros, e sistemas automatizados de limpeza de pó podem eliminar de 80% a 90% das etapas manuais das peças. Em relação ao debate entre produção centralizada e descentralização clínica, Krzeminski pondera que algumas aplicações ainda utilizarão hubs centralizados, e a vantagem da velocidade da impressão no local também precisa equilibrar o volume de produção com os custos de configuração. Já para os encaixes de próteses, devido à maior criticidade do ajuste, a produção no ponto de atendimento se torna mais natural.
A estratégia da EOS, priorizando a produtividade, reflete uma mudança mais ampla no setor de órteses e próteses: a personalização por si só já não é mais um diferencial; o que importa é a personalização escalável. Com o envelhecimento da população e o aumento da demanda por intervenções ortopédicas, os fabricantes enfrentam a pressão de industrializar seus fluxos de trabalho. Essa tendência já se manifesta no mercado de SLS, como no lançamento de novos sistemas pela TPM3D na feira Formnext 2025 e na introdução de controle térmico avançado e expansão do portfólio de materiais para o SLS 380 pela 3D Systems. Escala, economia e maturidade do hardware estão convergindo para consolidar o SLS como a tecnologia de produção preferida para O&P.